
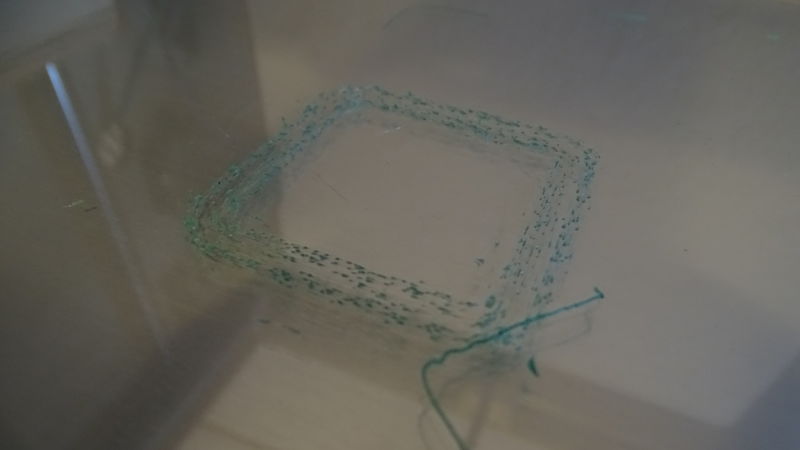
Kein Materialfluss schon zu Beginn des Druckes.
Positiv daran ist, dass kein Filament verschwendet wird bzw. der Druck nicht schon ein paar Stunden läuft. Es gibt nur fünf Möglichkeiten, die dieses Problem verursachen können. Die Fehlerbeseitigung ist hier relativ einfach.
Englische Bezeichnung:
Not Extruding at Start
Mögliche Problemlösungen:
Hardware:
1. Manuell Filament nachschieben
Eine Ursache ist fehlendes Material in der Düse.
Obwohl der 3D-Drucker alle Funktionen nach einem Druck ausschaltet, hat die Düse
immer noch Restwärme und das Filament wird weiterhin geschmolzen. Man spricht hier
vom „Nachlaufen" des Materials. Dies lässt der 3D-Drucker beim nächsten Druck unberücksichtigt. Durch das „Nachlaufen" fehlen nun ca. 1-2cm vom Filament, was natürlich Einfluss auf die ersten Bahnen hat.
2. Federspanner nachjustieren
Achte immer darauf, dass der Druck auf das Filament in der Materialvorschubeinheit nicht zu groß bzw. zu gering ist. Es müssen kleine Einkerbungen im Filament Strang zu sehen sein, nachdem dieser die Vorschubeinheit passiert hat.
3. Druckbett nivellieren
Eine falsche Kalibrierung kann zu unterschiedlichen Druckfehlern führen. Bei diesem
Problem ist der Abstand zu klein, was zur Folge hat, dass das flüssige Material nicht
ordentlich Extrudiert werden kann.
4. Materialvorschubeinheit reinigen
Eine Vielzahl von 3D-Drucker fördern ihr Filament mit Zahnrädern oder gerändelten
Wellen. Doch wenn diese sich mit kleinen Plastikspänen zugesetzt haben, rutscht das
Material nur noch darüber und wird nicht richtig gefördert.
5. Düse „entblocken“
Es ist generell wichtig, dass die Düse sauber und von alten Materialresten befreit ist. Unregelmäßige Materialflüsse beeinflussen den 3D-Druck enorm.
So kannst du einer verstopften Düse vorbeugen und beheben.
Software:
6. Layerhöhe vergrößern
Eine Null zu viel oder eine Stelle vertauscht, das geht schneller, als man denkt. Überprüfe
regelmäßig die eingestellten Werte.
7. Flussrate erhöhen
Überprüfe die Flussrate in deinem Slicer-Programm. Diese sollte in der Regel bei 100%
liegen. Je nach Erfahrung bzw. Experimentierfreudigkeit kann diese auch abweichen. Bei
einer Unterextrusion solltest du den Flussfaktor erhöhen.