
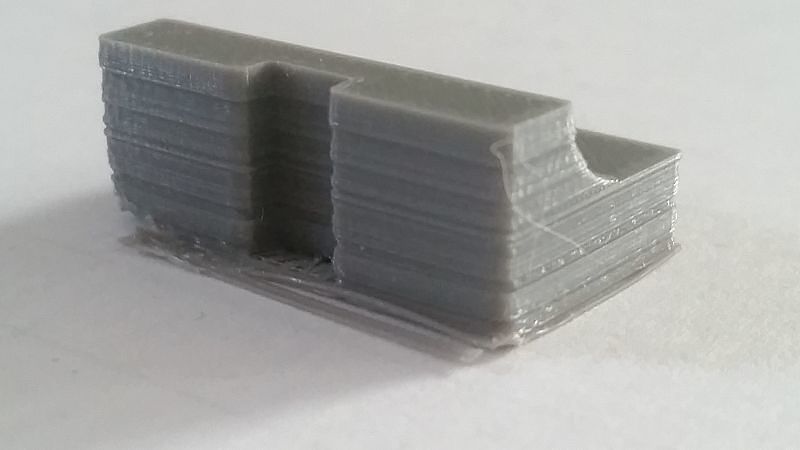
Dieses Druckproblem ist an der Oberfläche sofort erkennbar.
Um eine saubere und glatte Außenfläche zu erhalten, muss jede der mehreren hundert Schichten präzise gedruckt werden. Die gut fühlbaren, leichten Erhebungen an der Außenfläche treten oftmals in einem bestimmten Rhythmus auf (z.B. aller 20 Schichten).
Englische Bezeichnung:
Lines on the side of print
Mögliche Problemlösungen:
Hardware:
1. Filamentqualität prüfen
Bereits kleine Veränderungen des Filament Durchmessers (+/-0.05 mm) können eine
Überextrusion bewirken und Unebenheiten erzeugen. Überprüfe die Qualität des
Filaments. Erfahrungsgemäß ist das Filament der größeren Hersteller von sehr guter
Qualität.
2. Temperaturschwankungen vermeiden
Achte darauf, dass dein 3D-Drucker keiner Zugluft ausgesetzt ist oder durch andere
externe Einflüsse größere Temperaturschwankungen entstehen. Beobachte die Anzeige
deines Druckers (falls vorhanden). Die Temperaturschwankungen sollten maximal +/-2
Grad betragen.
3. Spannung der Zahnriemen prüfen
Im Laufe der Zeit verschleißen die Zahnriemen, was zufolge hat, dass die
Zahnriemenspannung etwas nachlässt. Auch die Pulleys können locker werden, deshalb ist es ratsam, regelmäßig diese beiden Punkte zu kontrollieren.
4. Achsen reinigen und ölen
Mit der Zeit können sich Ablagerungen auf den Achsstangen sammeln. Diese können die Bewegungsfreiheit des Druckkopfes beeinträchtigen. Nach dem Säubern der Stangen solltest du diese mit einem geeigneten Öl leicht benetzen. Damit förderst du die guten Gleiteigenschaften der Lagerbuchsen.
5. X-/ Y-Achsen ausrichten
Generell ist es wichtig, dass die Hardware des 3D-Druckers in regelmäßigen Abständen
kontrolliert wird. Entstehen weiter Spuren auf der Außenseite, kann dafür auch ein
lockerer Zahnriemen verantwortlich sein. Dadurch können die Koordinaten des Bauteils
nicht korrekt angefahren werden.
Software:
6. Druckgeschwindigkeit reduzieren
Eine zu hohe Druckgeschwindigkeit bewirkt eine ungenaue Positionierung des 3D-Druckkopfes. Die Folge sind unschöne Absätze am Modell.