
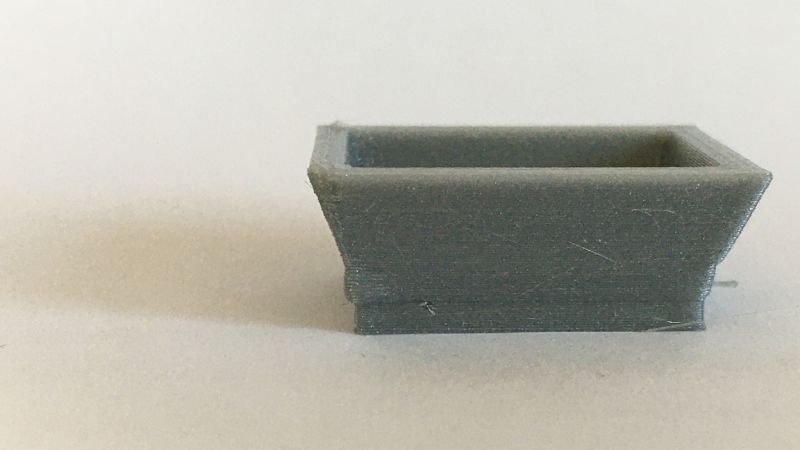
Dieses Problem ähnelt sehr den Elefantenfüßen, tritt jedoch nicht am Anfang, sondern während des Drucks auf.
Es sind oftmals nur wenige Schichten bis sich das Problem wieder gelegt hat. Jedoch ist dadurch die Maßhaltigkeit des gedruckten Bauteils nicht mehr gegeben. Der Grund ist sehr simpel.
Das Gewicht der oberen Schichten auf die darunter liegende Schicht ist einfach zu groß, weil diese nicht schnell genug ausgehärtet ist.
Englische Bezeichnung:
Walls Caving in
Mögliche Problemlösungen:
Software:
1. Drucktemperatur verringern
Achte darauf, dass du die richtige Drucktemperatur für das aktuelle Filament nutzt.
Beim FDM-3D-Druck werden die einzelnen Schichten abgekühlt und somit in ihre
endgültige Position gebracht. Dieser Härtungsprozess verhindert, dass die darauffolgenden Schichten die unteren zerquetschen.
2. Druckbetttemperatur reduzieren
Es ist wichtig, dass du die Angaben des Herstellers beachtest. Wenn die
Druckbetttemperatur zu hoch eingestellt ist, kann sich das Material nicht vollständig
abkühlen. Diese Problemursache sieht man vor allem im unteren Bereich eines Druckes.
3. Lüftergeschwindigkeit erhöhen
Bei den meisten Materialien ist es notwendig, das Filament mit einem Lüfter abzukühlen.
Du kannst damit die Intensität des Luftstroms regeln. Je nach Material wird diese
unterschiedlich gewählt.
4. Druckgeschwindigkeit reduzieren
Besonders bei kleinen Teilen ist es wichtig, die 15 -Sekunden-Regel einzuhalten.
Erfahrungsgemäß soll die Düse nicht vor ca.15 Sekunden wieder am selben Punkt sein,
damit die Schicht auch ausreichend Zeit zum Abkühlen hat. Durch die Reduzierung der
Druckgeschwindigkeit kannst du das erreichen.
Hardware:
5. Lüfter besser positionieren
Überprüfe, ob der Luftstrom an die richtige Stelle kommt. Wenn nicht, versuche den
Luftstrom zu optimieren.