
1.Materialextrusion
Bei der Materialextrusion werden Materialien in Draht- bzw. Granulatform verwendet. Es ist momentan wohl die weit verbreitetste Form des 3D-Drucks, da fast jeder Drucker für Privatanwender mit diesen Verfahren arbeitet.
Materialextrusion funktioniert wie folgt:
Das Material wird in der Extrusionsdüse erwärmt. Das Material verändert so seinen Aggregatzustand von fest in flüssig. Dieses flüssige Material wird durch die Düse gedrückt und auf das Druckbett bzw. der jeweiligen Unterlage extrudiert. Sobald sich das Material außerhalb der Düse befindet, wird der Aggregatzustand wieder von flüssig auf fest verändert. Dadurch verbindet es sich mit dem darunter liegenden Werkstoff. Dieses Verfahren kann für verschiedenste Werkstoff- und Farbkombinationen angewendet werden.
FDM/ FLM/ FFF
Fused Deposition Modeling/ Fused Filament Modeling/ Fused Filament Fabrication
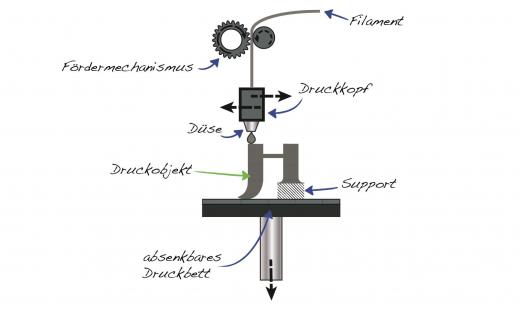
Übersicht: FDM-Verfahren (Illustration: HypeCask) aus dem Buch "3D-Druck für alle"
Werkstoffe:
ABS, PLA, Nylon, PET, POM, PP, HIPS, PA-6.6, PC, PVA, PCL, PPS, TPE, ULTEM
Kunststoffmischungen (Holz, Stein, Carbon, Kupfer, Bronze, Bambus, Eisen(magnetisch)
Materialform:
Filament Strang, Wenige Drucker nutzen Granulat
Anwendungbeispiele:
Prototypen, Heim-Hobbybereich, Funktionstest, Werkzeugbau, Vorrichtungen, Ersatzteile, Betriebsmittel
Verfügbarkeit:
Privat und Industrie
Beschreibung:
Das wohl bekannteste Druckverfahren, dass es zurzeit auf den Markt gibt, ist unter verschiedenen Namen bekannt. Die meisten kennen es unter FDM (Fused Deposition Modelling). Dieser ist jedoch durch „Stratasys Inc.“ rechtlich geschützt. In der Open Source Bewegung haben sich deshalb die Bezeichnungen FLM (Fused Filament Modeling) und FFF (Fused Filament Fabrication) etabliert.
Das verwendete Kunststoffmaterial wird in Form eines Drahtes geliefert, der auf einer Rolle aufgewickelt ist. Umgangssprachlich wird hier vom „Filament“ gesprochen.
Das Filament wird in den Druckkopf geführt. Dort wird es in der Schmelzkammer geschmolzen und aus einer kleinen Öffnung in der Düse ausgestoßen. Der Druckkopf fährt nun die Kontur des Bauteiles ab. Nachdem diese vollständig erstellt worden ist, senkt sich das Druckbett und der Arbeitsschritt beginnt wieder von vorn. Die dabei am häufigsten verwendeten Materialien sind ABS und PLA. Es gibt diese in den verschiedensten Varianten und Farben. Dieses Verfahren eignet sich besonders für Privatanwender, da es technisch leicht verständlich ist. Besondere Sicherheitsaspekte müssen dabei nicht beachtet werden (z.B. Schutzkleidung, spezielle Räume und Absaugungen).
Mögliche Arbeitsschritte:
1.Datenverabeitung
- Fertigungsparmeter festlegen
- Werkstück ausrichten
- Stützstrukturen erstellen
- Werkstück slicen
2.Fertigung
- Materialextrusion
3.Nacharbeit
- Stützstrukturen entfernen
- Eventuelle Unebenheiten entfernen
- Diverse Nacharbeiten möglich (Schleifen, Fräsen, Lackieren, etc.)
Besonderheiten:
Hersteller:
AKF
ARBURG Kunststoff-Freiformen

Bildquelle: www.arburg.com
Werkstoffe:
ABS, PC, PA12, PP, PEI, TPU, Biopolymere
Materialform:
Granulat
Anwendungbeispiele:
Prototypen, Funktionsbauteile, Werkzeugbau, Vorrichtungen, Ersatzteile, Konsumgüter, Automotive, Medizintechnik
Verfügbarkeit:
Industrie
Beschreibung:
Dieses 3D-Druckverfahren wurde von der Firma ARBURG GmbH + Co KG entwickelt. Es ist ähnlich wie das FDM-Druckverfahren aufgebaut, jedoch mit kleinen aber feinen Unterschieden. Zu einem nutzt es kein Filament als Ausgangsmaterial, sondern Kunststoffgranulat. Dieses wird aufgeschmolzen und punktförmig auf die gewünschte Kontur aufgetragen. Der zweite Unterschied besteht darin, dass sich nicht der Druckkopf bewegt, sondern die Bauplattform. Je nach Ausbaustufe wird das Bauteil jeweils über eine 3-, 4- oder 5-Achs-Geometrie an die Düse herangeführt. Die Schichtstärken bewegen sich dabei etwa im Bereich der FDM-3D-Drucker.
Mögliche Arbeitsschritte:
1.Datenverabeitung
- Fertigungsparmeter festlegen
- Werkstück ausrichten
- Stützstrukturen erstellen
- Werkstück slicen
2.Fertigung
- Materialextrusion
3.Nacharbeit
- Wenig Nacharbeit von Nöten
- Diverse Nacharbeiten möglich (Schleifen, Fräsen, Lackieren, etc.)
Besonderheiten:
Hersteller:
CC
Contour Crafting

Bild: © contourcrafting.com
Werkstoffe:
Beton, Lehm
Materialform:
Flüssig Masse
Anwendungbeispiele:
Druck von Häuser
Verfügbarkeit:
Industrie
Beschreibung:
Beim Contour Crafting wird ebenfalls mit der Extrusionsmethode gearbeitet allerdings mit einem wesentlich größeren Drucker. Oftmals wird hier ein Portalroboter benutzt, der auf zweidimensionalen Positioniereinheiten entlangläuft. Das Material muss flüssig sein, damit es mittels einer Pumpe auf die jeweilige Position extrudiert werden kann. Hierbei muss besonders auf die Konsistenz des Materials geachtet werden, da es schnell abbinden muss und keine hohen Fließeigenschaften aufweisen darf. Um die Wand eines Hauses zu erstellen, beginnt der Drucker zuerst zwei parallele Bahnen zu erzeugen. Diese Begrenzungen füllt er später mittels verschiedener Strukturen (Gitter, wellenförmig, etc.) auf, sodass es keine Verschalungen beim Aufbau von Wänden mehr benötigt. Einige Hersteller, die sich auf dieses Druckverfahren spezialisiert haben, gehen davon aus, dass man bis zu 80% der Baukosten sparen kann.
Mögliche Arbeitsschritte:
1.Datenverabeitung
- Fertigungsparmeter konfigurieren
- Druckort festlegen
- Werkstück slicen
2.Fertigung
- Materialextrusion
3.Nacharbeit
- Diverse Nacharbeiten möglich(Schleifen, Glätten, Malen, etc.)
Besonderheiten:
Hersteller:
AOM
Anti-Gravity Object Modeling
Werkstoffe:
Thermosetting Polymer(chemische Verbindung aus Molekülen in einer Kette)
Anwendungbeispiele:
Kunstgegenstände, Freiformen
Verfügbarkeit:
Industrie
Beschreibung:
AOM ist eines der unbekannteren 3D-Druckverfahren, dafür umso spektakulärer. Hier wird das Bauteil bzw. der Gegenstand nicht von unten nach oben oder oben nach unten gedruckt sondern beliebig aufgebaut. Dafür wird ein Roboterarm benötigt, der das Material (Thermoplaste) an die vorgesehen Stelle extrudiert. Das Material muss in Sekundenbruchteilen nach dem Austreten aus der Düse erhärten. Der Roboterarm kann sich frei im Raum bewegen und nun von einer Stelle im Raum (wo Material schon existiert, sei es zum Beispiel eine Wand, etc.) mit dem Aufbau beginnen.
Das Verfahren steckt noch in den Anfängen seiner Entwicklung, sodass die Anwendungsgebiete relativ gering sind.
Mögliche Arbeitsschritte:
1.Datenverabeitung
- Fertigungsparmeter konfigurieren
- Druckort festlegen
- Werkstück slicen
2.Fertigung
- Materialextrusion
3.Nacharbeit
- Diverse Nacharbeiten möglich (Schleifen, Glätten, Malen, etc.)
Besonderheiten:
Hersteller:
AOM wird realisiert in "Mataerial", einem gemeinsamen Forschungsprojekt des Institute for Advanced Architecture of Catalonia (IAAC) aus Barcelona und des Joris Laarman Lab aus Amsterdam. Mehr erfahren...
LPD
Layer Plastic Deposition
Werkstoffe:
Z-ABS, Z-ULTRAT, Z-GLAS, Z-HIPS, Z-PCABS, Z-PETG, Z-ESD, Z-ASA Pro, Z-PLA Pro, Zortrax M300: Z- HIPS, Z-PETG, Z-GLAS, Z-ESD, Z-ASA Pro, Z-PLA Pro und Zortrax Inventure - Z-PLA, Z-PETG, Z-SUPPORT aber auch Filamente von anderen Herstellern können verwendet werden.
Materialform:
Filament-Strang
Anwendungbeispiele:
Architektur, Automotive, Prototypenbau, Medizin, Robotik, Bildung, Heim-Hobbygebrauch
Verfügbarkeit:
Privat und Industrie
Beschreibung:
Diese Verfahren funktioniert ähnlich wie das Fused Deposition Modeling (FDM). Nach meiner Recherche soll dieses Verfahren jedoch feiner und genauer arbeiten. Es wurde von der Firma Zortrax entworfen und bietet eine breite Produktpalette von Materialien. Natürlich kannst du auch fremde Filamente nutzen. Das verwendete Kunststoffmaterial wird in Form eines Drahtes geliefert. Dieser ist auf einer Rolle aufgewickelt. Dieses Filament wird in den Druckkopf geführt, dort in der Schmelzkammer geschmolzen und aus einer kleinen Öffnung in der Düse ausgestoßen. Der Druckkopf fährt nun die Kontur des Bauteiles ab. Nachdem diese vollständig erstellt worden ist, senkt sich das Druckbett und der Arbeitsschritt beginnt wieder von vorn.
Mögliche Arbeitsschritte:
1.Datenverabeitung
- Fertigungsparmeter festlegen
- Werkstück ausrichten
- Stützstrukturen erstellen
- Werkstück slicen
2.Fertigung
- Materialextrusion
3.Nacharbeit
- Entfernen von Stützstrukturen
- Eventuelle Unebenheiten entfernen
- Diverse Nacharbeiten möglich (Schleifen, Fräsen, Lackieren, etc.)
Besonderheiten:
Hersteller:
G3DP
Glass 3D Printing
Werkstoffe:
Glas
Materialform:
Flüssige Glasmasse
Anwendungbeispiele:
Spezielle Linsen, Teile für Quantencomputer
Verfügbarkeit:
Industrie
Beschreibung:
Das Glass-3D-Printing funktioniert genau wie die anderen Extrusionverfahren. Schwierig sind jedoch die hohen Temperaturen, die für das Schmelzen des Glases benötigt werden. Es wird ein Ofen benötigt, der als Extrusionseinheit dient. Er verfügt über eine Strom- bzw. Gasversorgung und ein Wärmeableitungssystem. Die Schmelzkammer besteht aus Keramik, um eine konstante Temperatur von 1040-1165°C zu halten. Bevor das Material in die Schmelzkammer gelangt, muss es auf 1600-1800°C aufgeheizt werden um zu schmelzen. Beim Austritt aus der Düse hat das flüssige Glas dann noch eine Temperatur von 990°C und kann somit gedruckt werden. Um die hergestellten Strukturen glätten zu können, bedarf es eines integrierten Plasmabrenners.
Mögliche Arbeitsschritte:
1.Datenverabeitung
- Fertigungsparmeter festlegen
- Werkstück ausrichten
- Stützstrukturen erstellen
- Werkstück slicen
2.Fertigung
- Materialextrusion
3.Nacharbeit
- Wenig Nacharbeit von Nöten
- Diverse Nacharbeiten möglich (Schleifen, Fräsen, Lackieren, etc.)
Besonderheiten:
Hersteller:
Internationale Forschungsgruppe